Un an après le début de la pandémie de COVID, Toyota a annoncé des résultats étonnamment bons, surprenant une fois de plus les analystes en affirmant que sa production ne serait pas sensiblement perturbée par la pénurie de puces qui paralyse ses concurrents. L’entreprise a constitué des stocks de puces qui entrent dans tous les composants des voitures modernes, depuis les systèmes de sécurité jusqu’aux systèmes de divertissement et d’entretien.
Les experts, comme d’habitude, ont sauté sur l’occasion pour affirmer que Toyota abandonnait son sacro-saint principe du juste-à-temps et sa politique de « zéro stock », comme ils l’ont fait à chaque fois que l’industrie automobile a été confrontée à une rupture de la chaîne d’approvisionnement. Peu d’entre eux ont pris la peine d’étudier suffisamment le principe du juste-à-temps pour réaliser qu’il a toujours été conçu comme un mécanisme de coordination, imaginé par Kiichiro Toyoda pour amener les sites, les équipements et les personnes à mieux coopérer.
Comme l’explique Eiji Toyoda, qui suivait les enseignements de Kiichiro à l’époque : « Ce que Kiichiro avait en tête, c’était de produire chaque jour la quantité exacte des pièces requises. Pour que cela devienne une réalité, chaque opération, que cela plaise ou non, devait être intégrée dans le système de production en flux. Kiichiro appelait cela le concept de « juste à temps ». Il voulait dire par là : « Fabriquez ce dont vous avez besoin en temps voulu, mais n’en faites pas trop »
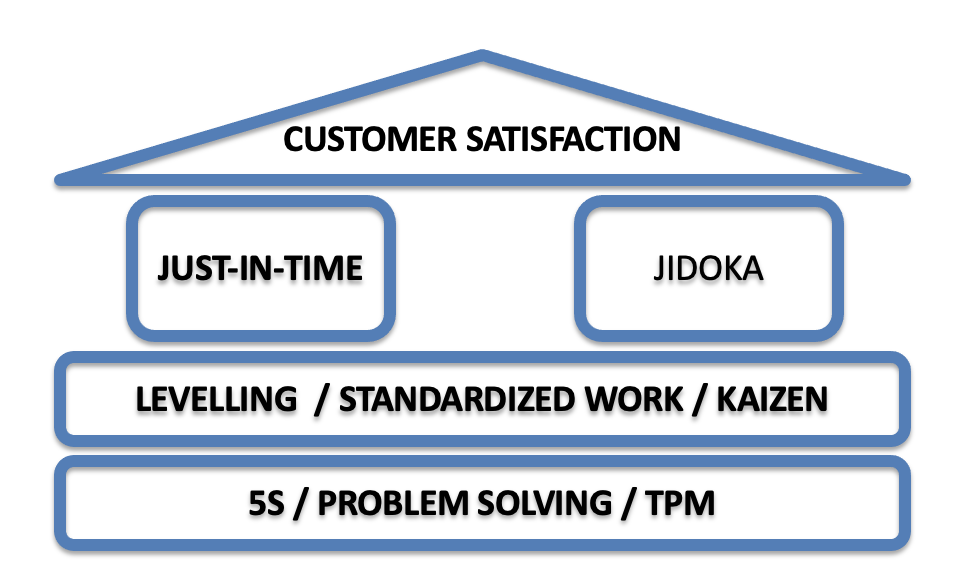
Depuis les catastrophes de 2011 (tremblement de terre, tsunami et Fukushima), Toyota a travaillé sans relâche avec ses nombreux niveaux de fournisseurs pour assurer une meilleure coordination de l’ensemble de son réseau de valeur – et pas seulement dans la chaîne d’approvisionnement de premier niveau. L’entreprise a établi des relations plus solides et a permis une prise de décision plus avisée grâce au juste-à-temps, et non malgré lui. L’accent mis sur le juste-à-temps (JAT) révèle toutefois, à bien des égards, une incompréhension plus profonde. Les praticiens du Lean savent que le juste-à-temps n’est qu’un des piliers du système de production Toyota, avec la satisfaction du client, le Jidoka (le pilier moins connu « ne jamais transmettre un défaut »), la satisfaction des employés (par le biais du lissage de la charge de travail, de la formation aux standards et de l’implication dans le kaizen). Le juste-à-temps pose également les fondations de la stabilité de base et de la confiance mutuelle. Il serait trop simple de considérer ce « système » comme une méthode permettant de mieux organiser la production – ce serait passer largement à côté de l’essentiel.
Le Système de Production de Toyota a également été décrit par des dirigeants comme le « Thinking People System » – un système pour faire penser les gens. L’objectif n’est pas d’appliquer le TPS, mais de l’enseigner. Le système n’est pas une méthode pour organiser la production, mais pour réfléchir à la façon dont vous produisez – indépendamment de ce que vous faites et de l’endroit où vous vous trouvez. Pour en revenir au JAT, chaque opération fonctionne à un niveau donné de « juste à temps » : le délai entre la commande et la livraison. La question posée par le TPS est la suivante : comment pouvons-nous réduire ce délai ? D’abord, comment réduire la variation des délais de livraison en résolvant les problèmes immédiats ? Ensuite, comment réduire les délais eux-mêmes en comprenant les problèmes plus profonds ?
Essayez par vous-même ; considérez votre propre travail, quel qu’il soit, et posez-vous les questions suivantes :
- Pourrais-je mieux satisfaire mes clients ? Mieux comprendre leurs besoins, les performances et le style qu’ils recherchent, et offrir plus de sécurité, de qualité, de rapidité, de coûts et de respect de l’environnement.
- Pourrais-je réduire mon lead-time ? Quel est mon takt time ? Y a-t-il un moyen de se rapprocher du flux continu ? Est-ce que je tire les produits livrables selon un calendrier d’événements du client ou est-ce que je les pousse en planifiant le travail de la manière qui me convient le mieux ?
- Puis-je mieux garantir la qualité ? Est-ce que je repère les défauts à l’endroit même où ils sont créés ou plus loin dans le processus ? Les personnes et les machines disposent-elles de moyens permettant de signaler les problèmes et d’arrêter la production plutôt que de fabriquer des produits défectueux ? Est-ce que je sépare le travail humain du travail de la machine ?
- Pourrais-je motiver davantage mes employés pour qu’ils soient satisfaits de leur travail ? Comment est-ce que je gère les hauts et les bas de la charge de travail et les conditions de travail ? Quel est mon degré d’investissement dans la formation quotidienne de tous les employés aux standards ? Avec quelle persistance (et quelle patience) est-ce que j’essaie d’inciter les gens à améliorer eux-mêmes, par petites étapes, leurs propres processus de travail ?
- Existe-t-il un moyen de créer la confiance par le biais de meilleures conditions de travail ? Chaque équipe est-elle formée aux 5S et encouragée à s’approprier son espace de travail ? Chaque personne est-elle formée à la résolution de problèmes réfléchie ? Mon programme de maintenance est-il efficace ? Mes systèmes favorisent-ils ou entravent-ils le travail des employés ?
Le point fondamental est que le TPS n’est pas un système que vous pouvez mettre en œuvre. Si vous recherchez une véritable transformation et les résultats qui l’accompagnent, vous devez accompagner les gens pour qu’ils l’apprennent dans son ensemble – afin qu’ils entraînent les autres à leur tour. Les résultats viennent de ce que chaque personne applique le TPS à son propre travail et trouve de nouvelles réponses aux problèmes habituels qu’elle rencontre. Pour ce faire, il faut leur enseigner et leur apprendre à s’enseigner eux-mêmes.
Le système relie la finalité de l’entreprise – le bénéfice pour les clients et la société – et son noyau inébranlable – la confiance des gens en eux-mêmes, en leurs outils et leurs managers. Il crée une « ligne de mire » – pour reprendre les termes de Tracey Richardson – de sorte que toutes les activités puissent toujours être liées à la valeur pour le client. Tout groupe entraîné à ce mode de pensée peut s’attaquer avec confiance – et sérénité – à n’importe quel défi, qu’il s’agisse de pannes de la chaîne d’approvisionnement liées au COVID ou de problèmes à grande échelle liés au changement climatique. Le système vous apprend à réaliser que tout problème insoluble peut être attaqué par le biais de contre-mesures locales et en rassemblant des énergies positives pour inventer, copier et améliorer – et constituer des réponses adaptatives globales.
Il n’y a de réponse facile à aucune des cinq questions ci-dessus, mais chacune d’entre elles peut être posée n’importe quand, n’importe où. En théorie de l’apprentissage, ce sont des problèmes épineux – des problèmes qui seront toujours là – qui ouvrent la voie à des concepts seuils, des moments de compréhension « aha ! », avec un avant (rien de tout cela n’a de sens) et un après (comment n’ai-je pas pu comprendre cela plus tôt ?).
Le concept fondamental du TPS est que pour bien fabriquer les produits (monozukuri), il faut d’abord développer les personnes (hitozukuri) et, réciproquement, pour développer les personnes, il faut d’abord leur apprendre à résoudre les problèmes afin de fabriquer de meilleurs produits. Il s’agit là d’une dynamique d’apprentissage fondamentale.
Comme l’ont constaté à leurs dépens de nombreux praticiens du Lean, appliquer le TPS à n’importe quelle situation de travail en redéfinissant le processus pour le rendre plus « Lean » ne fonctionne tout simplement pas. Cela échoue à chaque fois. Les consultants peuvent montrer des fruits faciles à cueillir, mais l’effort revient toujours à la case départ et aux conditions de travail antérieures.
Cela n’a jamais été conçu pour fonctionner de cette façon. Dès le début, Eiji Toyoda cherchait des systèmes d’apprentissage qui enseigneraient aux gens comment penser différemment à ce qu’ils faisaient et comment ils le faisaient, en commençant par là où ils en étaient. Dans ses livres, Taiichi Ohno évoque la façon de penser la production, et non les techniques de production proprement dites – que ce soit en observant plus longtemps dans le cercle d’Ohno, en demandant cinq fois pourquoi, en apprenant à reconnaître quand on a tort ou, en fait, en utilisant des cartes Kanban pour visualiser l’écart entre la demande réelle des clients et la production par lots.
Le Lean est la seule méthode de gestion qui s’intéresse à la façon dont les gens réfléchissent plutôt que d’essayer de contrôler leur comportement. Il s’agit d’orientation et de soutien, et non de commandement et de contrôle. Le postulat évident est que les gens font ce qu’ils pensent être juste plutôt que ce qu’on leur dit, et qu’ils ont généralement des raisons valables de penser ce qu’ils pensent et de savoir ce qu’ils savent. En ce sens, la coopération exige davantage d’observation conjointe, des discussions plus approfondies et une meilleure résolution concertée des problèmes.
Alors que nous nous attaquons à des problèmes de plus en plus insurmontables, tels que le redressement après la pandémie et la lutte contre le changement climatique, nous avons besoin d’une méthode solide qui va au-delà des idées et des astuces de tel ou tel leader. C’est exactement ce que propose le système « Thinking People ». Il a été élaboré par des dizaines d’ingénieurs dévoués, testé et adapté dans des dizaines de secteurs et des milliers d’entreprises.
Cependant, pour en récolter les fruits, nous devons abandonner une fois pour toutes l’idée erronée qu’il s’agit de techniques organisationnelles que nous pouvons appliquer aux autres. Nous devons au contraire adopter sans réserve la perspective d’un système que nous apprenons et enseignons jusqu’à ce que l’organisation se transforme elle-même, tout le monde, tout le temps. Cela signifie qu’il faut établir des lignes de mentorat du TPS dans toute l’entreprise, une personne à la fois.
Michael Ballé est auteur Lean, coach de dirigeants et cofondateur de l’Institut Lean France.
Source Troublesome problems and threshold concepts – Planet Lean (planet-lean.com) Traduction par Nicolas Villemain, Marc-Antoine Guichard et François Lopez.
Téléchargez le texte en PDF.